 |
WATEM тип KABВнутренняя гидрошпонка для рабочих швов (с набухающим шнуром) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Описание
|
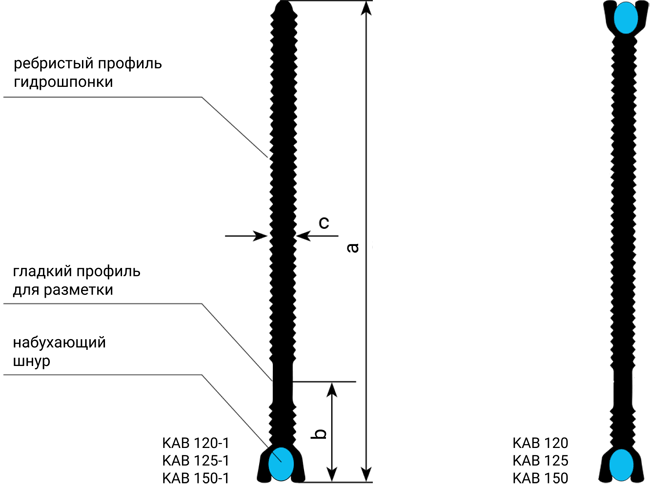
У этого типа гидрошпонок одно плечо как у обыкновенной гидрошпонки для неподвижных швов, а другое укороченное и с установленным набухающим шнуром. Гидрошпонка Watem тип КАВ устанавливается вертикально, частью с набухающим шнуром вниз. Данную гидрошпонку можно устанавливать прямо на арматурный каркас (в отличие от гидрошпонки для рабочих швов, где требуется изменять форму арматурного каркаса). Гидрошпонки Watem тип КАВ изготавливаются из пластифицированного ПВХ-П, могут соединяться в систему и свариваться как между собой (например, для получения необходимой длины), так и с другими гидрошпонками (необходимо, чтобы они были изготовлены из одинакового материала). Разметочная полоса, расположенная на высоте 2,5 см от края гидрошпонки, служит в качестве контроля глубины установки. Максимальная глубина погружения в бетон нижней части шпонки с набухающим шнуром составляет 5 см. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Сечение гидрошпонки
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Обозначение
|
гидрошпонка
марка KAB
тип 125
ширина гидрошпонки |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Технические данные |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Технические данные
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Принцип работы гидрошпонки
|
Гидрошпонка поставляется в комплекте с фиксатором, изготовляемым из стальной проволоки d4 мм из расчёта 3 ед. на м. п. или из рифлёной арматуры d6 мм из расчёта 2 ед. на м. п. По вашему запросу гидрошпонка тип KAB может комплектоваться (за дополнительную плату) защитным резиновым кожухом, пре-дохраняющим шнур от преждевременного набухания до окончательной укладки изделия.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
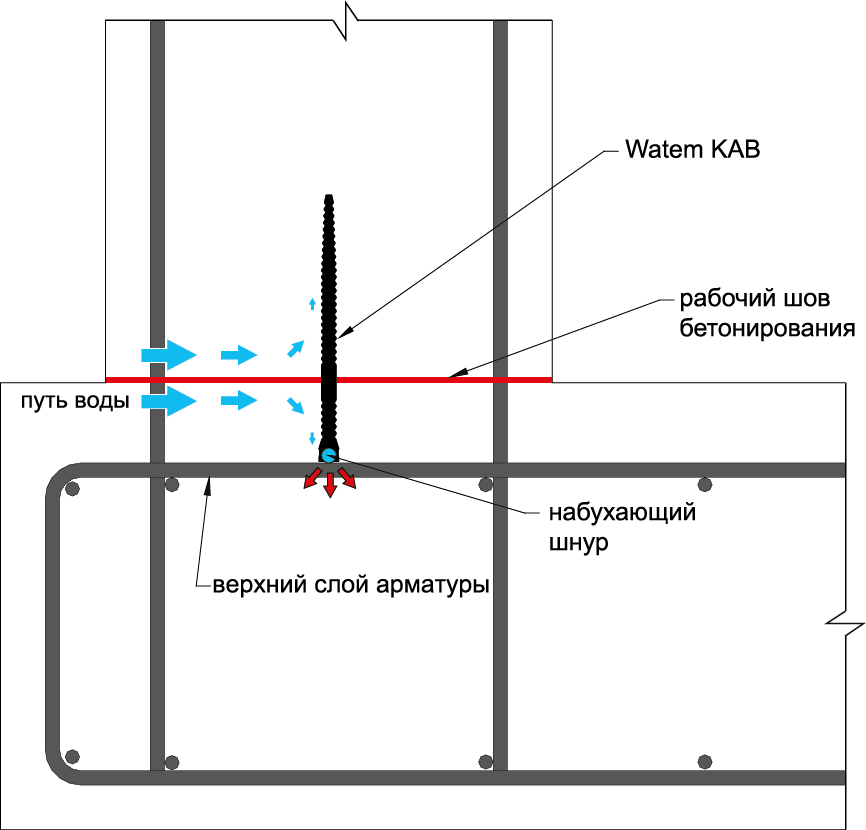
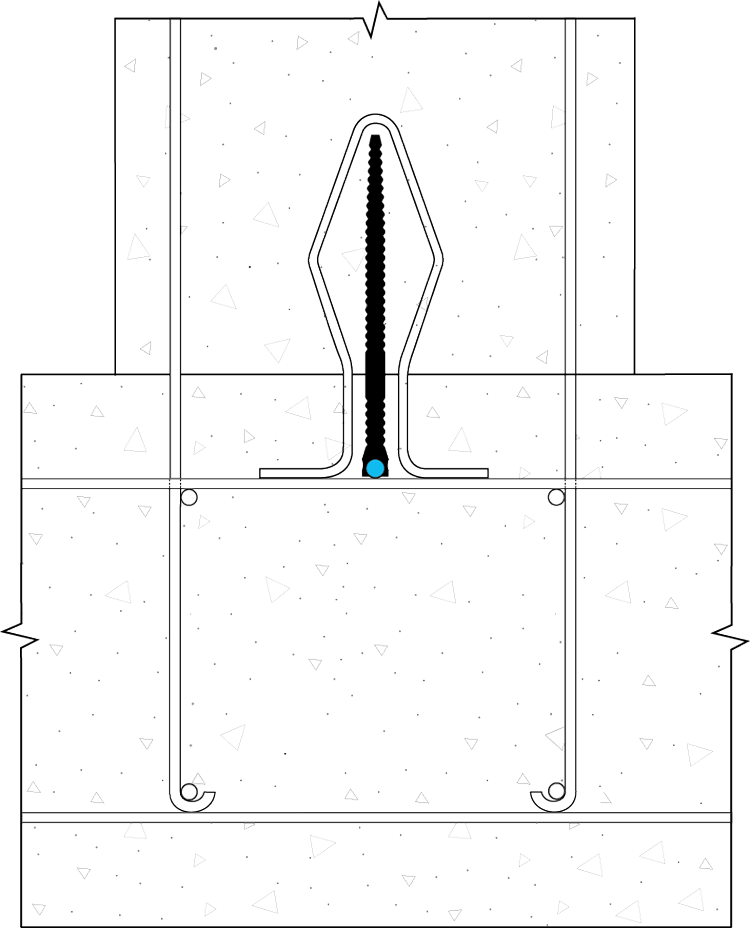
Схема монтажа
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Соединение
|
Комбинированные гидрошпонки WATEM KAB соединяют между собой между собой методом сварки встык. Сварка гидрошпонок встык производится с помощью сварочного топорика (набухающий шнур при этом вынимается и вставляется обратно только после сварки гидрошпонок). Крестовые и Т-образные соединения гидрошпонок изготавливаются также методом термосварки с помощью сварочного топорика или строительного фена. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Материалы для скачивания
|
 Описание283 Кб
Описание283 Кб
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Использование данного вида техники для этой серии не рекомендуется (см. подробнее в "Категория помещений / Интенсивность нагрузок").
Численные значения нагрузок в этой серии указаны для сравнения уровня несущей способности конструкции с другими сериями.
Численные значения нагрузок в этой серии указаны для сравнения уровня несущей способности конструкции с другими сериями.
При ширине шва 150 мм необходимо выбирать анкерный крепеж с краевым расстоянием (от оси анкера до кромки бетона) не более 35 мм.
При ширине шва менее 150 мм возможно использование анкера с большим краевым расстоянием, при этом рекомендуется изготовление фаски (см. эскиз).
Рекомендуем проконсультироваться с нашими техническими специалистами.
При ширине шва 200 мм необходимо выбирать анкерный крепеж с краевым расстоянием (от оси анкера до кромки бетона) не более 35 мм.
При ширине шва менее 200 мм возможно использование анкера с большим краевым расстоянием, при этом рекомендуется изготовление фаски (см. эскиз).
Рекомендуем проконсультироваться с нашими техническими специалистами.
Главная / Внутренние гидрошпонки для рабочих швов тип KAB (с набухающим шнуром) / WATEM тип KAB
- Главная
- Продукция WATEM
- Внешние (наружные) гидрошпонки для рабочих швов
- Внутренние гидрошпонки для рабочих швов (с набухающим шнуром)
- Внутренние гидрошпонки для рабочих швов
- Внешние (наружные) гидрошпонки для рабочих швов с ПВХ-мембранами
- Внешние (наружные) угловые гидрошпонки для рабочих швов
- Внутренние гидрошпонки для деформационных швов
- Внешние (наружные) гидрошпонки для деформационных швов
- Внешние (наружные) гидрошпонки для деформационных швов с ПВХ-мембранами
- П-образные гидрошпонки для деформационных швов
- Прижимные гидрошпонки
- Дополнительные материалы
- Уплотнительные профили WATEM
- Набухающие профили
- Система инъекционных шлангов
- Водонепроницаемые закладные распорные трубки
- Продукция WATEM


Главная / Внутренние гидрошпонки для рабочих швов тип KAB (с набухающим шнуром) / WATEM тип KAB
- Главная
- Продукция WATEM
- Внешние (наружные) гидрошпонки для рабочих швов
- Внутренние гидрошпонки для рабочих швов (с набухающим шнуром)
- Внутренние гидрошпонки для рабочих швов
- Внешние (наружные) гидрошпонки для рабочих швов с ПВХ-мембранами
- Внешние (наружные) угловые гидрошпонки для рабочих швов
- Внутренние гидрошпонки для деформационных швов
- Внешние (наружные) гидрошпонки для деформационных швов
- Внешние (наружные) гидрошпонки для деформационных швов с ПВХ-мембранами
- П-образные гидрошпонки для деформационных швов
- Прижимные гидрошпонки
- Дополнительные материалы
- Уплотнительные профили WATEM
- Набухающие профили
- Система инъекционных шлангов
- Водонепроницаемые закладные распорные трубки
- Продукция WATEM